Kipróbáltuk: Operor i4 3D-nyomtató
A hobbisták körében egyre inkább megvetik lábukat a 3D-nyomtatók, főleg tőlünk nyugatabbra, de a gyors prototípuskészítésre használt eszközök lassan hazánkba is begyűrűznek. Górcső alá vettük az első magyar fejlesztésű készüléket, az Operor i4-et, hogy mit is ad a technológia a lelkes amatőröknek.
Bár a 3D-nyomtatás még egyáltalán nem mondható elterjedtnek, a technológia egyre inkább beeszi magát a köztudatba, igaz a legtöbben még mindig valamilyen bonyolult, az átlagember számára elérhetetlen rendszerre gondolnak az ilyen készülékek kapcsán. Pedig már nem csak a nagyvállalatok mérnökeinek van lehetőségük a vékony műanyagrétegeket egymásra fektető eszközöket használni a gyors prototípus készítéshez, azok a hobbisták és barkácsolók körében is egyre inkább elterjednek - ráadásul használatuk is néhány perc alatt elsajátítható. Az első magyar fejlesztésű 3D-nyomtatót, az Operor i4-et próbáltuk ki.
Már nincs szükség CAD-szakértelemre
A hagyományos nyomtatók esetében a használat önmagában nem mondható bonyolultnak, bár kevesen vannak, akiknek ne gyűlt volna meg a baja életük során egy-egy önálló életre kelt printerrel. Egy kinyomtatott szöveg létrehozásához mindenesetre az embernek kis túlzással elég távolról ismerni valamelyik szövegszerkesztőt és a betűket a klaviatúrán, ezzel a tudással pedig már nyomtathat is.
A 3D-nyomtatók esetében már más a helyzet, hiszen a 3D-modellek megtervezése közel sem olyan triviális, mint egy szöveget begépelni vagy egy képet rajzolni. Szerencsére azonban mára számos online felület akad, ahonnan 3D modellek letölthetők, ilyen például a Thingiverse is: a 3D-nyomtatóiról ismert MakerBot szárnyai alatt működő portál felhasználói nap mint nap számos modellt töltenek fel, amelyek bárki számára ingyenesen hozzáférhetők. Ezek között rengetegféle tárgy megtalálható, a legkülönbözőbb telefontokoktól a repülőmodelleken át egészen a mechanikus klaviatúrák billentyűihez tartozó kupakokig.
Mára tehát nem feltétlenül szükséges CAD-modellezőnek lenni egy 3D-nyomtató kezeléséhez - persze ha az ember saját készülékbe fektet, érdemes valamelyest beletanulni a dologba. Az Operort két ingyenesen elérhető, nyílt forrású szoftverrel vezérelhetjük, ezek a 3D modellből G-kódot fordító Cura, illetve a nyomtatóval közvetlenül kommunikáló Pronterface. A szóban forgó G-kód egy programozási nyelv, amelyet az automatizált gépi vezérlésre használnak - sok más eszközhöz hasonlóan az Operor is ebből ért.
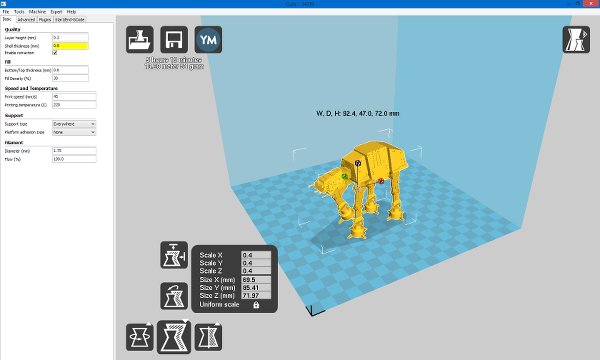
Cura 14.09
Tömegtől függő nyomtatási sebesség
A Cura segítségével továbbá néhány alapvető módosítást is elvégezhetünk a letöltött, netán más programban szerkesztett .STL vagy .OBJ kiterjesztésű modellen, például az arányok megtartásával - netán anélkül - átméretezhetjük azt, vagy el is forgathatjuk, hogy egyszerűbb legyen a nyomtatás. Egy félgömb létrehozásánál például értelemszerűen a lapos felével lefelé célszerű elhelyezni a modellt, hogy a levegőbe kinyúló részek alá ne kelljen plusz támasztékokat helyezni. Utóbbiakat egyébként a Curában szintén automatikusan felvehetjük a bonyolultabb formák esetében.
Ha mindezzel megvagyunk, és a "fájl" menü megfelelő pontjára kattintva a G-kódot is exportáltuk, továbbléphetünk a Pronterface felületére. A szoftveren a megfelelő portot kiválasztva, majd a Connect gombra klikkelve csatlakozhatunk a nyomtatóhoz. Aki nem biztos a dolgában, annak érdemes több portot is végigpróbálni, noha a program legtöbbször automatikusan a megfelelő opciót választja ki. Mindezek mellett persze az Operorban lakó Arduino mikrokontroller kezeléséhez szükséges driverekre is szükség lesz, mielőtt még komolyabb nyomtatásba fognánk - ezek szerencsére (Windows rendszeren legalábbis) automatikusan települnek ha a készüléket USB-n csatlakoztattuk a számítógéphez, illetve online is könnyedén megtalálhatók.
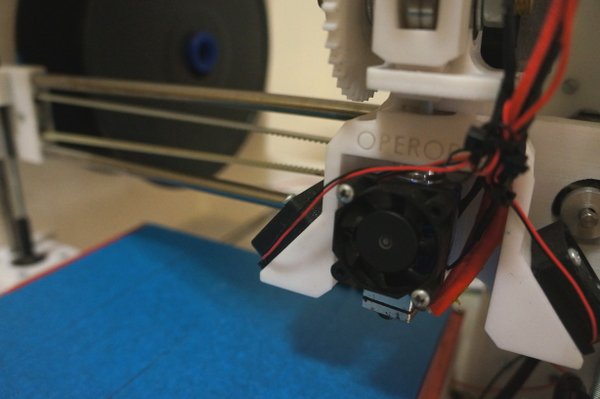
Ha a Pronterface és a nyomtató összekapcsolódtak, akkor az előbbi felületén lévő X, Y és Z irányú nyilakkal manuálisan is irányíthatjuk az extrudálófejet, például hogy hozzáférjünk az elkészült termékhez. Az Operor i4, ahogy a nem ipari környezetben használt 3D-nyomtatók jó része, anyagextrudációs módszerrel dolgozik: a megolvasztott műanyagot az eszköz egy nyomtatófejen kipréselve a bevitt 3D-modellt rétegenként rajzolja le a nyomtatófelületre, így hozva létre a kívánt eredményt. Ha valakit a 3D-nyomtatásban használt többi technológia is érdekel érdemes elolvasni korábbi részletes írásunkat a témában.
A munka megkezdéséhez mindenekelőtt az olvasztani kívánt szál (esetünkben PLA műanyag) befűzésére lesz szükség, ezt követően pedig a fej és a tálca felmelegítésére. A fenti műanyagnál előbbit 230, utóbbit pedig 60 Celsius fokra érdemes felfűteni, majd ha a hőmérsékletet mutató grafikon a megfelelő értékre állt, az Extrude gombra nyomva ellenőrizni, hogy a fej megfelelően működik-e. Amennyiben igen, egy vékony műanyagszálat présel ki magából, amely aztán egy darab papírral könnyedén eltávolítható.

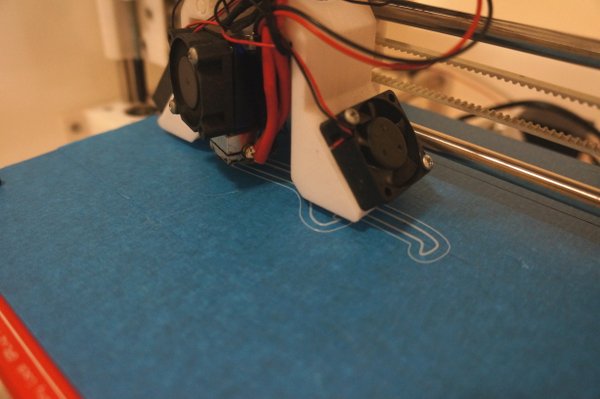
A nyomtatás a korábban mentett G-kód megnyitásával, a Print gombra kattintva indítható el. Ezután gyakorlatilag már csak türelemre lesz szükség, a készülék automatikusan pozicionálja a nyomtatófejet és a tálcát, majd megrajzolja a termék kontúrját, azon belül pedig elkezdi rétegről rétegre felvinni a műanyagot. A folyamat hossza jellemzően leginkább a termék tömegétől függ, egy 5 grammos, viszonylag egyszerű gitárkápó például nagyjából 26 perc alatt öltött alakot a fűtött tálcán. A nagyobb tárgyak esetén a kitöltés fellazításával lehetőség van lerövidíteni a nyomtatási időt, cserébe viszont kevésbé erős belső szerkezetű végeredményt kapunk.

Többféle alapanyag-opció
A nyomtató maga a nyílt forrású RepRap projektre épül, és a PLA műanyag mellett ABS (ebből készülnek például a LEGO kockák is), PET vagy akár fa kompozit-műanyaggal is dolgozhatunk vele, noha ajánlott inkább az elsőt választani, miután az környezetbarát, kisebb hőfokon olvad, ráadásul kevésbé hajlamos utólagos torzulásra, így akár hideg nyomtatótálcára is felvihető - persze azért esetében is ajánlott 50-60 fokra felmelegíteni a platformot -, viszont kevésbé tartós mint mondjuk az ABS. Az alapanyagként szolgáló műanyagot szabványos tekercsekben vásárolhatjuk meg, majd fűzhetjük be az extrudálófejbe, nincs szükség különböző egyedi (sokszor túlárazott) kazettákra az utántöltéshez, mint sok kickstarteres, "százdolláros" nyomtató esetében.

Az Operorral elviekben egy 20x20x20 centiméteres kockában nyomtathatunk, gyakorlatilag azonban érdemesebb 18,5x18,5x18,5 centiméterrel számolni, hogy ha valamiért elnéznénk valamit az adott modellnél, akkor se kezdjen az eszköz a levegőbe nyomtatni. A készülék tálcája egyébként egy egyszerű üveglap, amelyet a munka megkezdése előtt érdemes valamilyen szélesebb papíralapú ragasztószalaggal bevonni, hogy az elkészült termék könnyebben eltávolítható legyen róla. A forró PLA ugyanis erősen oda tud tapadni a laphoz, némi felfeszegetésre tehát valószínűleg így is szükség lesz.
Az elkészült termékek eltávolításához szerencsére nem kell a nyomtató tengelyeit kerülgetni, az üveglap az alatta lévő melegítőplatformról egyszerűen levehető, a rajta lévő termékkel együtt, visszarakva nemes egyszerűséggel két iratcsipesszel rögzíthetjük. Műanyag szigetelőszalaggal semmiképp sem érdemes nekiállni beburkolni a felületet, az ugyanis ekkora hőfokon könnyedén megolvad.
Jogod van tudni: mankó kirúgáshoz, munkahelyi szkanderezéshez Ezúttal egy mindenki számára kötelező, de laza jogi különkiadással jelentkezünk. Ennyi a minimum, amit munkavállalóként illik tudnod.
Az Operor i4-ben használt PLA-szál vastagsága 1,75 milliméter, az eszköz maximális felbontása pedig 100 mikrométer - ez megfelel az olyan népszerű 3D-nyomtatók képességeinek, mint például a MakerBot Replicator. Sok esetben ráadásul nincs is szükség ilyen mértékű pontosságra, lásd például a fentebb említett gitárkápót, ilyenkor lehetőség van 200 mikronos felbontással dolgozni, így értelemszerűen gyorsabb is lesz a procedúra.
Bakik persze itt is akadnak
Bár az Operor az esetek elsöprő többségében kifejezetten pontosan dolgozik, egyszer-egyszer előfordul, hogy belegabalyodik a munkába: a teszt során egy billentyűkupak kinyomtatásakor például valamilyen oknál fogva a felső rétegek kissé elcsúsztak, így az eredmény a végén inkább egy apró gombolyagra emlékeztetett. Ilyen esetben a Pronterface Pause gombját lekattintva megállíthatjuk, majd a fájlt újra betöltve és a tálcát megtisztítva újrakezdhetjük a folyamatot. Ha a modell elkészült, a szoftver felületén az extrudálófej és a tálca fűtését is le kell kapcsolni, csak miután azokat a készülék ventilátorai szobahőmérsékletre hűtötték, kapcsoljuk ki magát a nyomtatót is, ellenkező esetben az jó ideig forró maradhat.

Maga a 3D-nyomtató egyébként 40x40x40 centiméteres, így valamivel több helyet kell neki szánni a polcon mint egy hagyományos nyomtatónak, továbbá nagyjából 12 kilogrammot nyom - a huzat tehát nem fújja le az asztalról.
Az Operor i4-et ugyanakkor nem a technológiával való játékra-ismerkedésre szánták: a készülék ára 300 ezer forint, így elsősorban azoknak lehet jó vétel, akiknek tényleg rendszeresen van szükségük kézzelfogható prototípusokra - és nem utolsósorban maguk is otthon vannak a 3D-modellezésben, nem csak a Thingiverse-ről nyomtatnak akciófigurákat. Egy egy kilós tekercs PLA-szál ára az eBayen 7-8 ezer forint körül mozog, ingyenes kiszállítással. Az Operor i4 3D nyomtatót a Gadget Bartól kaptuk kölcsön, ahol az eszközök kipróbálhatók és hozott modell nyomtatására is van velük lehetőség.